Honeycomb Helper: A device to help workers package bottles
Michael Westrom, Rex Sheikh, and Mc Crwuz Leonce Matchoumboud
United States Military Academy, West Point, New York
ABSTRAct

Problem statement/ background
Access: Supports for Living in Middletown, New York is a non-profit manufacturing company that employs workers with disabilities. One of its mainstay projects is a pharmaceutical bottle packaging process. As the bottles reach the end of the conveyor line, workers hand-package the bottles in a client-specified, alternating pattern. This process requires the workers to manually package cardboard boxes that contain four layers with 50 bottles in each layer for a total of 200 bottles. Experienced workers package one box in times ranging from 3.5 to seven minutes. Bottle placement must exactly match the specified pattern, which presents a challenge for some workers with certain cognitive disabilities.
The problem statement is: design a means to simplify a bottle packaging process that will allow workers with a wider range of disabilities to participate. The device must be simple for the user to emplace and remove, must appropriately guide bottles, and must avoid damage to the packaging materials, which include a box, a protective plastic liner, and three foam layer separators.
The team gathered information through multiple on-site visits and correspondence with the Access management team and conducted a literature review. The team made an initial visit to Access on September 9, 2015, to learn about the manufacturing line and the challenges some of the workers face [1]. The director of industrial operations identified the bottle packaging process as the most challenging aspect of the bottle line for workers with disabilities. An assistive device for bottle packaging would expand access to employment for workers with cognitive impairments. Through the literature review, the team learned about the American with Disabilities Act and centered its design on meeting its intent of providing opportunity for workers with disabilities to engage in meaningful work and earn reasonable wages [2]. Additionally, the team identified ergonomics as an important aspect of the design to protect the worker from injury [3, 4].
methods/ approach
The team used customer input and applied an engineering design process from the Mechanical Engineering Design course at West Point. The group designed and tested four prototypes, both at West Point and at Access, until it reached the final beta prototype [5-8]. Table 1 describes the evolution of the first three prototypes.
| Prototype Name | Purpose | |
|---|---|---|
Divider |
Wedge device diagonally to create two triangles to achieve staggered effect. | |
| Access Feedback | Design Adjustment | |
| Two triangles are cognitively insufficient to guide emplacement | Eliminate triangle concept; Redesign to designate each bottle’s location |
|
| Edges scratch plastic lining | Eliminate contact with sides | |
Simple Hexagonal Divider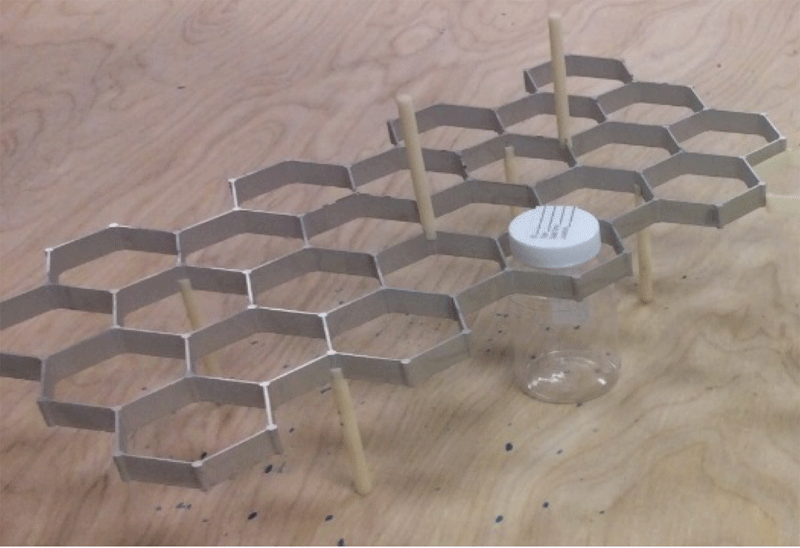 |
Designate hexagonal holes for each bottle, supported by legs that interface with circular connectors. | |
| Access Feedback | Design Adjustment | |
| Positions for edge bottles not clearly identified | Use material to block empty space on edges | |
| Hard to remove stiff material | Switch to flexible, PVC material | |
| Handles hard to grip | Design ergonomic handles | |
Expanded Hexagonal Divider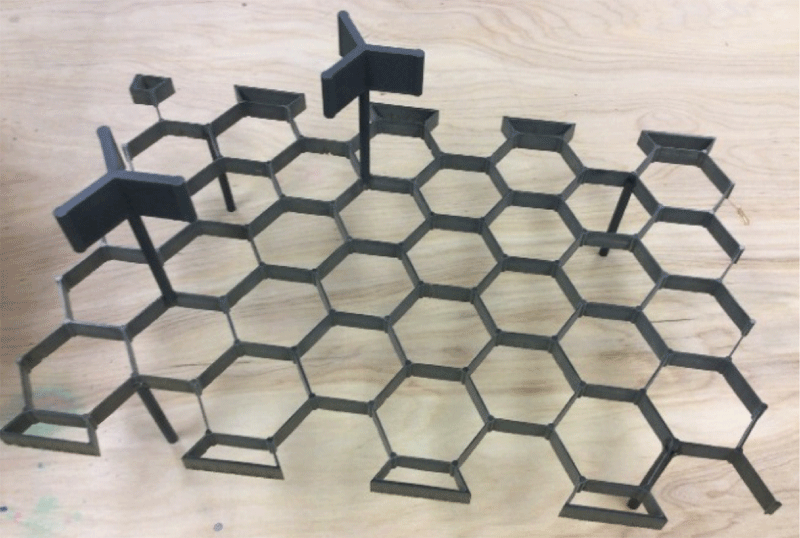 |
Designate hexagonal holes for each bottle and block extra space. | |
| Access Feedback | Design Adjustment | |
| Not enough room for last row of bottles | Switch to more flexible, acrylic material | |
| First row of bottles difficult to emplace | Add bumper so that space for first row is sufficient | |
| Handles break easily at stress concentration | Add more support to reduce stress concentration | |
The group used SolidworksTM software to create each prototype. The team experimented with various manufacturing techniques, to include cutting with the waterjet and laser cutter and 3-D-printing. Waterjet cutting produced abrasions on the material that could interfere with or damage the bottles. The final design incorporated laser cutting and 3-D-printing techniques.
DESCRIPTION OF FINAL DESIGN
A detailed description of the Honeycomb Helper is followed by an explanation of the analysis and testing plan the group used to achieve its final design.
Detailed Design
Design Analysis
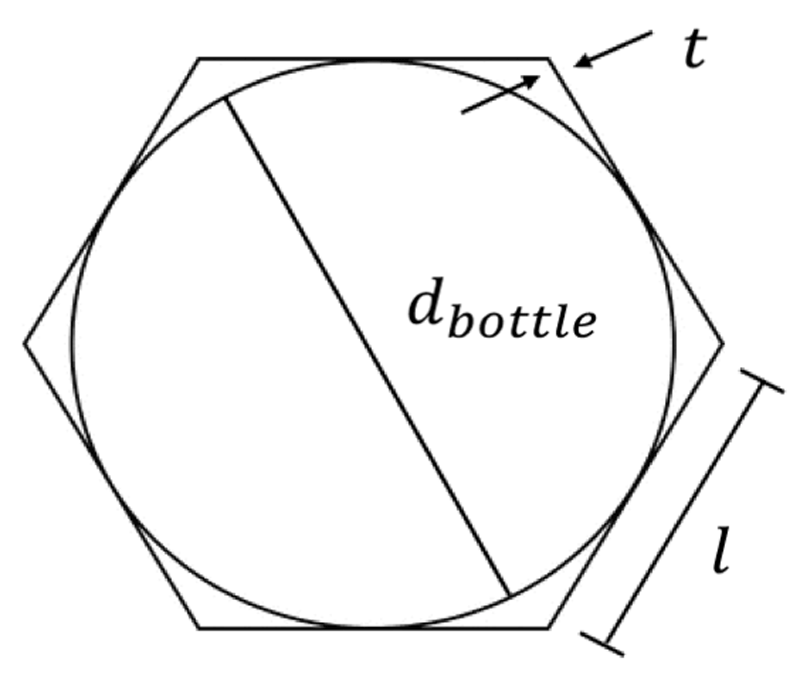
The team solved for the length of each wall using the geometric relationship:
(1)To find the thickness, the group measured the extra bottle space in the diagonal direction of the box and divided by the number of hexagonal wall dividers in that direction.
(2)

Test Plan
Testing occurred both at West Point and the Access facility. Initial testing at West Point used an exact replica of the cardboard box and bottles provided to the team by Access. Preliminary testing allowed the team to discover issues such as poor bottle fit and damage to the plastic liner. Figure 3 shows the testing.
| No Device | Honeycomb Helper | |
|---|---|---|
| Time [sec] | 11:30 |
10:29 |
| Accuracy |
|
|

The team took four trips to Access to test the prototypes with the workers. Feedback from both the workers and their managers aided the redesign of subsequent prototypes. Jesus, a worker who struggled with the packaging process, volunteered to work with the team to develop a design that helped him. For each test the team replicated assembly line conditions and recorded the package time and accuracy for each layer both with and without the prototype. Test results are shown in section 4.
RESULTS
The team tested its final design on April 1, 2016 at the Access facility. The group recorded Jesus’ time and accuracy packaging the bottles with and without the Honeycomb Helper. Table 2 shows these results.
The time reflects the total time to package all 200 bottles, including the time it took to place the foam layer dividers between layers and emplace and remove the Honeycomb Helper. Jesus’ time to package the box for the first time without the device is shown in the “No Device” column. Jesus’ average time to package the box on the actual conveyor line using the Honeycomb Helper is listed in the “Honeycomb Helper” column.
As shown in Table 2, with no device the accuracy does not pass the client-specified pattern. Not only are the bottles severely misaligned, the layer shown is missing the tenth row of bottles. This box must be rejected. Accuracy with the Honeycomb Helper, however, is acceptable. The bottles are aligned in accordance with the client-specified pattern. The box meets quality control standards.
| Item | Cost/ Unit | Qty. | Total |
|---|---|---|---|
| ½” Acrylic sheet | $50/ Sheet (12”x24”) | 0.50 | $25 |
| 3-D Printer Material | $260/ Cartridge (56.5 in3/ Cartridge) | 0.08 | $21 |
| Epoxy | $5/ tube | 0.20 | $1 |
| Labor | $35/ hr | 1.5 | $53 |
| Total Cost | $100 |
COST INFORMATION
Table 3 outlines the cost information for manufacturing the beta prototype. The team manufactured the Honeycomb Helper by cutting a ½” thick acrylic sheet using the Department of Civil and Mechanical Engineering (CME) laser cutter, 3-D printing the legs and handles, and bonding them together using epoxy. The laser cutter is a KERN 400W- FY10 and the 3-D printer is Dimension Elite 3D Printer ABS type. The total cost does not include the energy required to operate the machinery. Values for total material required and labor were estimated by the CME lab technicians.
SIGNIFICANCE
The Honeycomb Helper allowed Jesus to realize more of his vast potential. Before using the Honeycomb Helper, Jesus was unable to accurately package the bottles. With the Honeycomb Helper, Jesus successfully worked on the live conveyor line and achieved the required staggered pattern. Although his package time is currently above the employee average, with practice, Jesus’ time should decrease.

Aside from the economic benefits, expanding job capabilities with the Honeycomb Helper can help workers with disabilities find a stronger sense of empowerment and purpose. Figure 4 shows Jesus with the Honeycomb Helper. After watching Jesus pack on the line for the first time, Carol Dauphinee shared her thoughts on Jesus’ progress with the team: “It was amazing to see him pack right on the line. He did a great job! He said he felt a little more relaxed and comfortable packing.”
REFERENCES
[1] W. Brown (director of industrial operations), Access: Supports for Living, Middletown, NY, 09 Sep 2015. On-site interview to gather customer requirements.
[2] Americans with Disabilities Act of 1990, Pub. L. No. 101-336, 104 Stat. 328 (1990).
[3] Karwowski, Waldemar, and Gavriel Salvendy. 1998. Ergonomics in Manufacturing: Raising Productivity through Workplace Improvement. Engineering & Management Press, 1998. USMA Library Catalog, EBSCOhost (accessed October 5, 2015).
[4] "The Seven Keys to Ergonomic Production." Factory Equipment. Health and Safety, June 2014. Web. 02 Oct. 2015. [3] Bejan, A., Tsatsaronic, G., and Moran, M., 1996, Thermal Design and Optimization, John Wiley and Sons, Inc., New York.
[5] C. Dauphinee (production services coordinator), Access: Supports for Living, Middletown, NY, 02 Dec 2015. On-site testing of prototype 1.
[6] C. Dauphinee (production services coordinator), Access: Supports for Living, Middletown, NY, 26 Feb 2016. On-site testing of prototype 2.
[7] C. Dauphinee (production services coordinator), Access: Supports for Living, Middletown, NY, 24 Mar 2016. On-site testing of prototype 3.
[8] C. Dauphinee (production services coordinator), Access: Supports for Living, Middletown, NY, 01 APR 2016. On-site testing of prototype 4.
ACKNOWLEDGMENTS
The team would like to thank its advisors, Colonel Daisie Boettner and Major Dan Fox in CME for mentoring the team throughout the process; Mr. Bill Brown, director of industrial operations, and Ms. Carol Dauphinee, production services coordinator at Access; Ms. Laura Mosher in the USMA Library; Mr. Chong Ahn and Mr. Rod Wilson, lab technicians in CME; Mr. John Boyle, Industrial Engineer at Munro & Associates; and Jesus, Sabrina, and Shirley, workers who volunteered to help test the device.
Audio Version PDF Version